


助焊剂
日期:2016-10-21 / 人气: / 来源:www.gyxpcb.com
助焊剂的作用
助焊剂是装联工艺中不可缺少的工艺材料,对保证焊接质量起着非常重要的作用。
1. 去除被焊金属表面的氧化物;
2. 防止焊接时焊料和被焊表面的再氧化;
3. 降低焊料的表面张力,增强润湿性;
4. 有利于热量传递到焊接区。
助焊剂的分类
助焊剂的分类有多种,如按助焊剂的形态可分为液态助焊剂、固态助焊剂和膏状助焊剂;
按助焊剂活性的大小可分为未活化(R型)、中度活化(RMA型)和活化(RA型)三类;
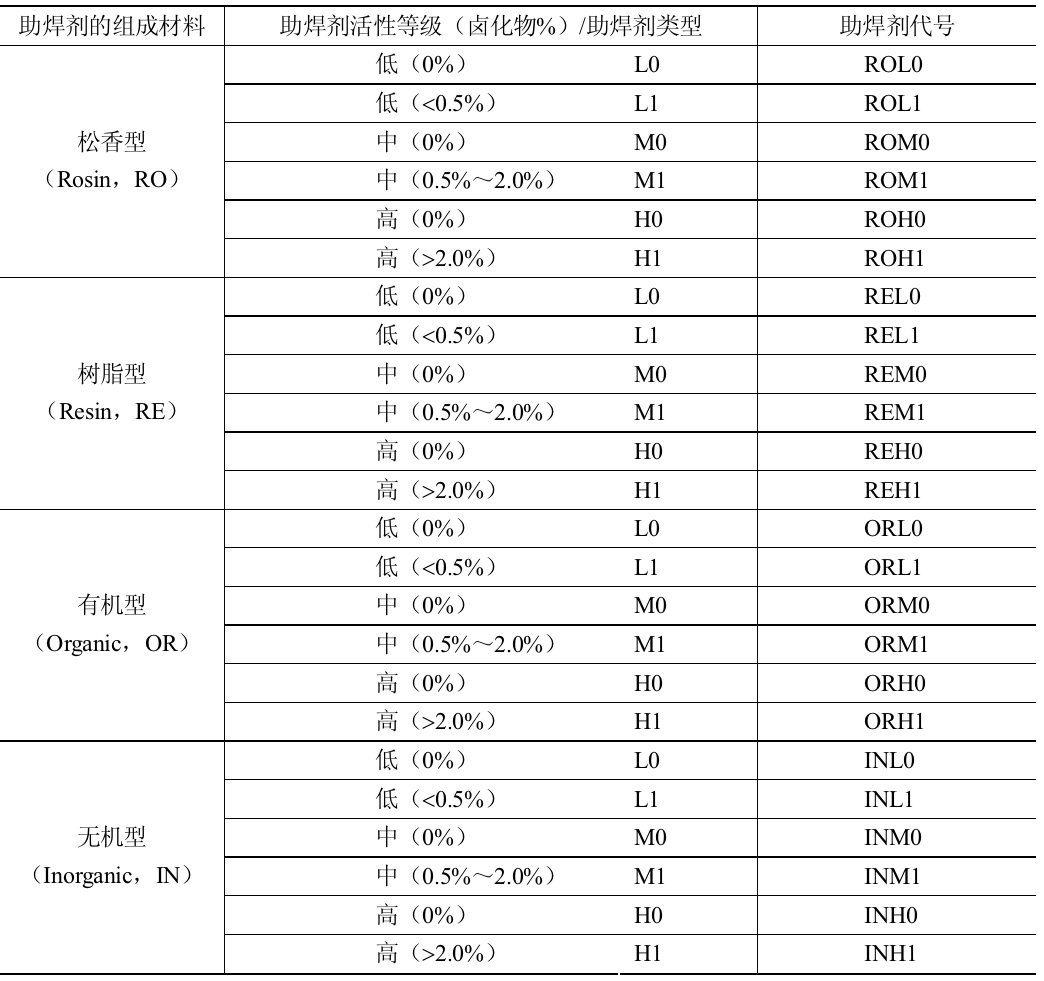
按助焊剂的主要化学成分可分为树脂型、有机型和无机型三类。
从使用的角度,倾向于先按助焊剂的残留物溶解性能进行分类,然后再按活性大小、活性剂种类进行细分,以利选型和工艺操作。
| 助焊剂类型 |
脂溶性 有机溶剂清洗 |
低活性(R) |
| 中等活性(RMA) | ||
| 全活性(RA) | ||
|
水溶性 用水清洗 |
无机酸及盐类 | |
| 有机酸及盐类 | ||
| 有机胺及盐类 | ||
| 免清洗 | 有机溶剂类 | |
| 无挥发性有机化合物类(VOC) |
1. 无机型助焊剂
主要成分为无机盐和无机酸。其特点是活性和腐蚀性较大,能够用水清洗。由于其焊后残留物有很强的吸湿性和腐蚀性,焊后必须清洗干净、彻底。因此,在SMT工艺中一般很少使用。
2. 有机型助焊剂
主要成分由除松香或树脂外的有机材料组成,包括有机酸、有机胺、有机卤化物等。与无机型助焊剂相比,其活性较弱,但具有活化时间短、加热迅速分解,残留物基本上呈惰性、吸湿性小的特点,经常在SMT工艺中使用,残留物可用溶剂或水清洗。
树脂型、松香型助焊剂都属于有机型助焊剂类,由于它的重要性,把它们单列出来。前者的主要成分为除松香外的天然树脂或合成树脂,后者为天然松香树脂。它们的助焊性能好,而树脂可起到成膜剂的作用,焊后残留物能形成一层致密的保护涂层,对焊接表面能起到一定的保护作用。
助焊剂的主要成分
助焊剂一般由活化剂、成膜剂、添加剂和溶剂组成。
1. 活化剂
活化剂是为提高助焊能力而添加的活性物质,它对助焊剂净化焊料与被焊件表面起重要作用,是助焊剂的有效成分。
助焊剂的活性是指它与焊料和被焊件表面氧化物等起化学反应的能力,从另外一个角度看,就是清洁金属表面和增强润湿性的能力。润湿性强则助焊剂的扩展率高,可焊性就好。在助焊剂中活化剂的添加量较少,通常为1%~5%,若为含氯的化合物,其氯含量应该控制在0.2%以内。
有机型助焊剂通常使用有机酸、有机胺作为活化剂。
2. 成膜剂
助焊剂中加入成膜剂,能在焊后形成一层致密的有机膜,保护焊点和基板,使其具有防腐蚀性和优良的电绝缘性。在实际焊接过程中,成膜剂作为载体,携带活性剂向焊盘周围扩散,协助活性剂提高上锡能力,同时也会起到阻止焊料及被焊金属再次氧化的作用。
常用的成膜物质有天然树脂、合成树脂以及部分有机化合物,如松香及改性松香、酚醛树脂、丙烯酸树脂、改性环氧树脂、聚乙二醇等。一般加入量为10%~20%。
3. 添加剂
添加剂是为了适应焊接工艺和工艺环境的需要而加入的具有特殊物理和化学性能的物质。由于工艺条件和对助焊剂本身的要求不同,添加剂的种类及加入量也不同。常用的添加剂有:PH调节剂、润湿剂、消光剂、光亮剂、缓蚀剂、发泡剂、阻燃剂等。
4. 溶剂
波峰焊使用的是液态助焊剂,为此必须将助焊剂组成中的固体或液体成分溶解在溶剂里,使之成为均相溶液。用作助焊剂的溶剂应满足以下条件。
a. 对助焊剂中固体或液体成分均具有良好的溶解性;
b. 常温下挥发适中,在焊接温度下迅速挥发;
c. 气味小、毒性小。
目前,国内外助焊剂中大多采用低级脂肪醇,如乙醇(沸点为78℃)、异丙醇(沸点为82.4℃)。
助焊剂怎么选用
助焊剂的选用主要考虑以下两个方面。
1. 助焊剂的效力(润湿能力、传热能力、清洁表面能力);
2. 助焊剂的腐蚀性。
理想的助焊剂应该是高效力、低腐蚀性。然而,助焊剂的效力与助焊剂的腐蚀性是两个彼此对立的指标,助焊剂的效力(活性)越高,它的腐蚀性就越大;反过来,也一样。因此,助焊剂的活性只能在一定的范围内选择。其次,还需要考虑与工艺的配合性,如与焊接温度的适应性、与焊接时间的匹配性、焊后是否要清洗。
助焊剂质量要求
1. 助焊剂效力要求
a. 润湿时间(Wt)小于2.0s;
b. 最大润湿力Fmax应大于最小可接受要求,即150μN/mm;
c. 至少有95%的表面区域浸润。
2. 助焊剂残留控制要求
a. 离子污染度的测试。
1级:离子污染物含量≤1.5μgNaCI/cm2,被认为PCBA无污染,清洗质量高;
2级:离子污染物含量1.5~5.0μgNaCI/cm2,被认为清洗质量高;
3级:离子污染物含量5.0~10.0μgNaCI/cm2,被认为清洗质量符合要求;
4级:离子污染物含量≥10.0μgNaCI/cm2,被认为清洗不干净;
我国《免洗类液态助焊剂技术条件(试行稿)》,将离子污染程度分为三个等级,即
1级:离子污染物含量≤1.5μgNaCI/cm2,被认为残留非常少;
2级:离子污染物含量1.5~3.0μgNaCI/cm2,被认为质量比较高;
3级:离子污染物含量>3.0~5.0μgNaCI/cm2,被认为质量符合要求;
b. 表面绝缘电阻(SIR)测试。
传统助焊剂的表面绝缘电阻(SIR)的测试,一般采用IPC-SF-818标准的测试方法。在85℃、85%RH、100VDC条件下连续进行7天的测试,要求表面绝缘电阻>108Ω。
3. 外观要求
波峰焊后,PCB表面不应该有明显的、可见的残留物。如果存在明显的可见白色雾状晕斑/圈,应该调整助焊剂的喷涂量,或增加或减少。另外,一些条件也对残留物产生影响,如双波峰焊接残留物比单波峰明显些、深色的PCB(阻助焊剂颜色)比浅色的PCB残留物明显些。
助焊剂使用须知
1. 助焊剂怎么清洗
根据应用,除低活性的松香助焊剂和免洗助焊剂外,一般都需要清洗。
免洗助焊剂,为了使其在不清洗的条件下残留物的腐蚀性也满足要求,它一般使用两类活化剂:一类是室温下无活性,在焊接温度下才具有活性;一类是在室温下有活性,但在焊接温度下能够挥发、升华、分解或转化,留在PCBA上的残留物没有腐蚀性。在手工焊接条件下,总有部分助焊剂没有完全分解,其残留物具有腐蚀性,因此对可靠性要求比较高的产品,手工焊接时,即使是免洗助焊剂也需要清洗。
2. 不同工艺对助焊剂的要求
免洗助焊剂相对于树脂型助焊剂和水溶性助焊剂,应该适当延长预热时间,严格控制焊接温度,使活化剂充分发挥作用和分解转化。助焊剂的涂敷方法是喷雾型还是发泡型、焊接时间是长还是短,都需要考虑。
【格亚信电子】是专业从事电子产品设计、电子方案开发、电子产品PCBA加工的深圳电子方案公司,主要设计电子产品包括工控、汽车、电源、通信、安防、医疗电子产品开发。
公司核心业务是提供以工控电子、汽车电子、医疗电子、安防电子、消费电子、通讯电子、电源电子等多领域的电子产品设计、方案开发及加工生产的一站式PCBA服务,为满足不同客户需求可提供中小批量PCBA加工。
公司产品涵盖工业生产设备控制设备电子开发、汽车MCU电子控制系统方案设计、伺服控制板PCBA加工、数控机床主板PCBA加工,智能家居电子研发、3D打印机控制板PCBA加工等领域。业务流程包括电子方案开发设计、PCB生产、元器件采购、SMT贴片加工、样机制作调试、PCBA中小批量加工生产、后期质保维护一站式PCBA加工服务。
http://www.gyxpcb.com/
作者:PCBA加工
相关方案
- 3D打印机控制主板PCBA加工03-30
- 大功率电源板PCB设计06-26
- 加热炉温度控制系统设计方案09-26
- 激光喷码机控制板设计开发方案09-21
- 绝缘电阻测试仪开发方案09-15
- WIFI安防产品电路板PCBA加工03-30
- 车载导航仪电路板PCBA加工04-01
- ZNC火花机XY轴伺服驱动板设计10-18
- SMT代加工产品03-30
- FPGA数据采集卡电子方案设计10-25
相关技术
- 方案公司怎样做方案开发,方案公05-20
- 方案公司实力怎么评估,怎么选择05-28
- DDR3/4时序仿真分析05-26
- 高质量电子产品对加工条件的要求05-26
- 三大趋势刺激机器人产业强势崛起10-14
- 中国制造不能只有工业4.0 更需要呼10-14
- PCB电路板外观检测标准,电路板怎05-26
- PCBA三防漆涂覆工艺介绍04-05
- SMT加工焊接缺陷的原因分析及其解10-14
- PCBA清洗剂怎样选择,不同类型PCB07-21