


PCBA外观检验标准
日期:2018-05-27 / 人气: / 来源:www.gyxpcb.com
一、 PCBA外观检验标准
1. 芯片状(Chip)零件之对准度(组件X方向)
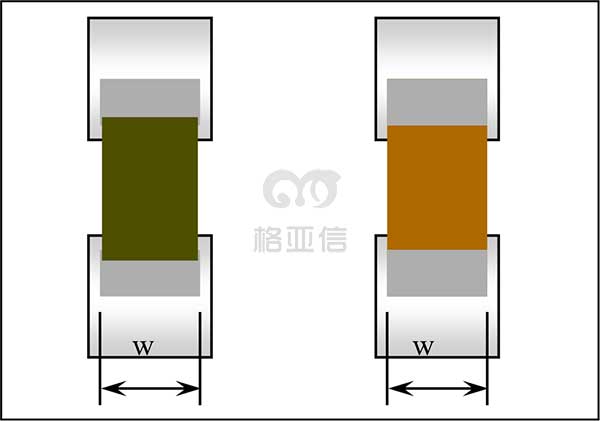
理想状况
芯片状零件恰能座落在焊垫的中央且未发生偏出,所有各金属封头都能完全与焊垫接触。
注:此标准适用于三面或五面之芯片状零件
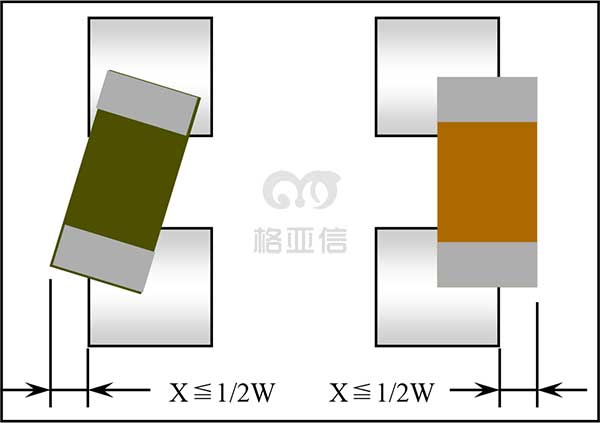
合格
零件横向超出焊垫以外,但尚未大于其零件宽度的50%。(X≦1/2W)

不合格
零件已横向超出焊垫,大于零件宽度的50%(MI)。(X>1/2W)
2. 芯片状(Chip)零件之对准度(组件Y方向)

理想状况
芯片状零件恰能座落在焊垫的中央且未发生偏出,所有各金属封头都能完全与焊垫接触。
注:此标准适用于三面或五面之芯片状零件

合格
1. 零件纵向偏移,但焊垫尚保有其零件宽度的25%以上。 (Y1≧1/4W)
2. 金属封头纵向滑出焊垫,但仍盖住焊垫5mil(0.13mm)以上。(Y2≧5mil)
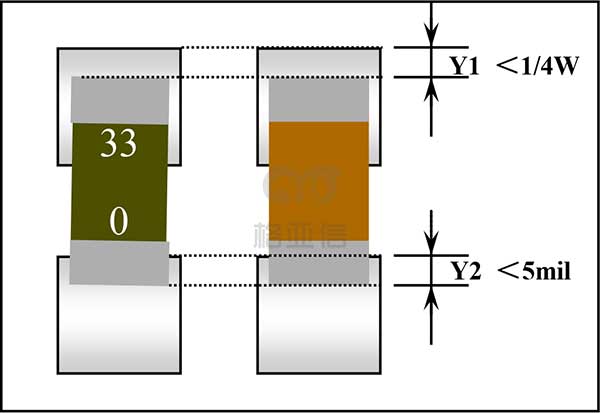
不合格
1.零件纵向偏移,焊垫未保有其零件宽度的25%(MI)。(Y1<1/4W)
2.金属封头纵向滑出焊垫,盖住焊垫不足5mil(0.13mm)(MI)。(Y2<5mil)
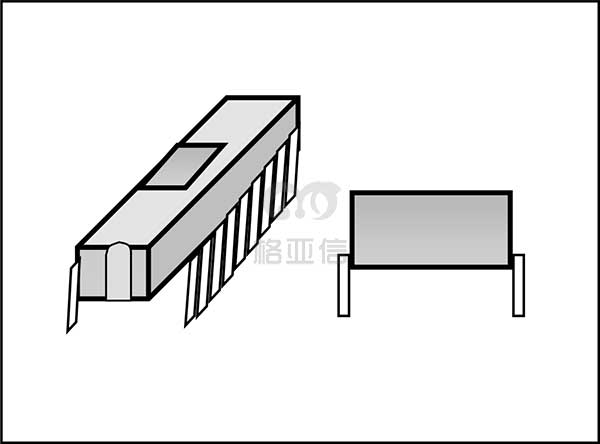
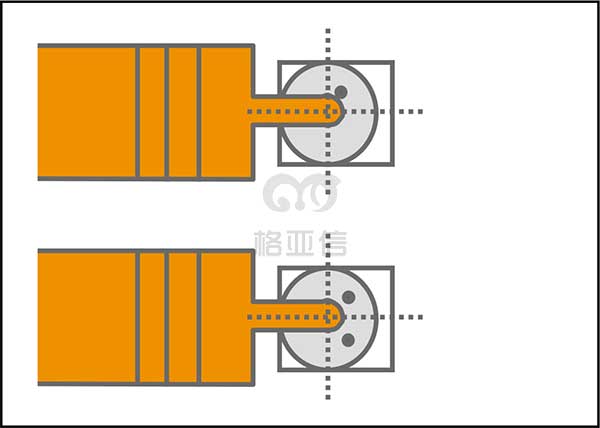
3. 圆筒形(Cylinder)零件之对准度
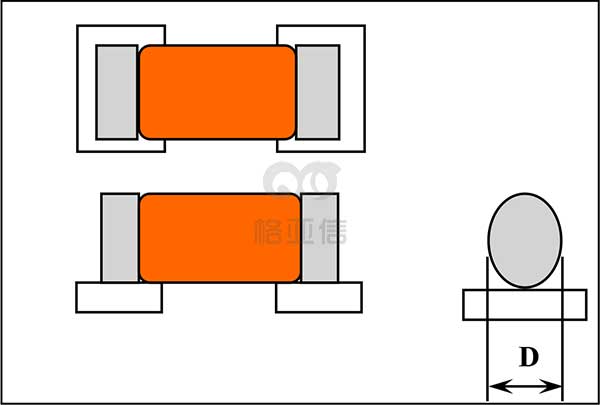
理想状况
组件的〝接触点〞在焊垫中心
注:为明了起见,焊点上的锡已省去。

合格
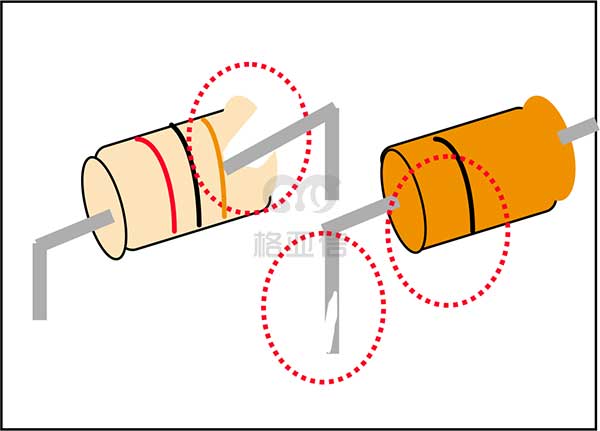
1.组件端宽(短边)突出焊垫端部份是组件端直径33%以下。(Y≦1/3D)
2.零件横向偏移,但焊垫尚保有其零件直径的33%以上。(X1≧1/3D)
3.金属封头横向滑出焊垫,但仍盖住焊垫以上。
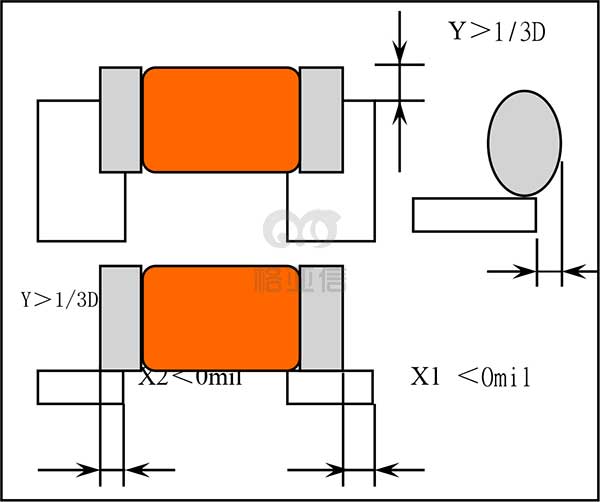
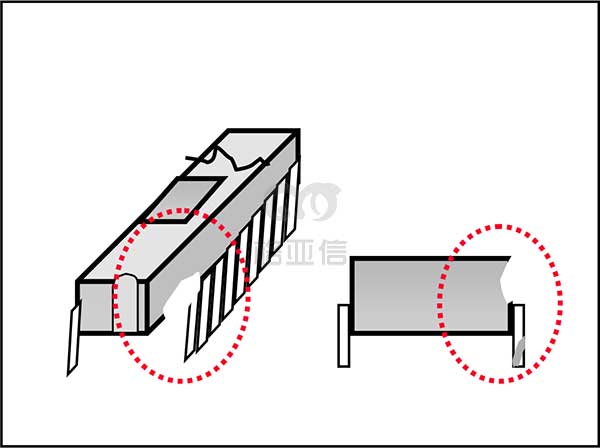
不合格
1. 组件端宽(短边)突出焊垫端部份是组件端直径33%以上。(MI)。(Y>1/3D)
2. 零件横向偏移,但焊垫未保有其零件直径的33%以上(MI)。(X1<1/3D)
3. 金属封头横向滑出焊垫。
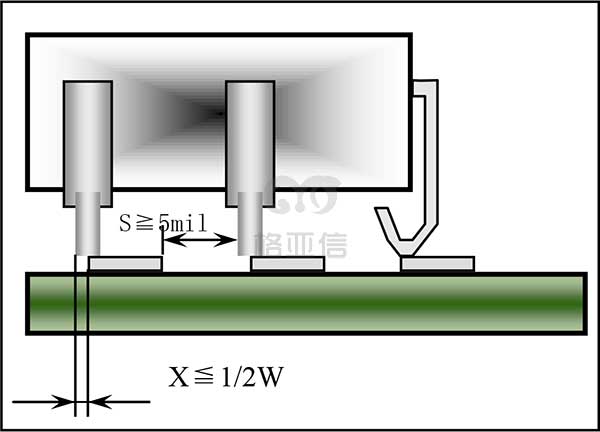
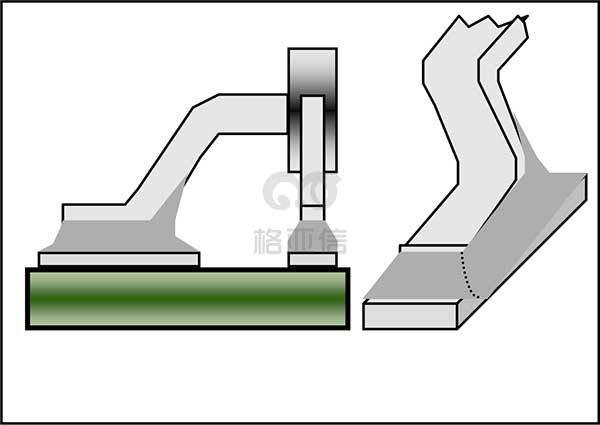
4. 鸥翼(Gull-Wing)零件脚面之对准度
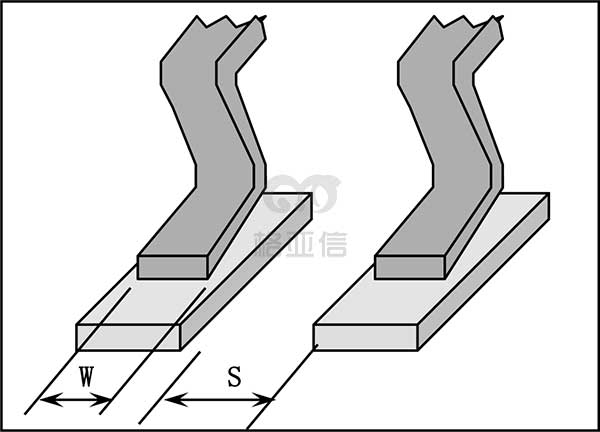
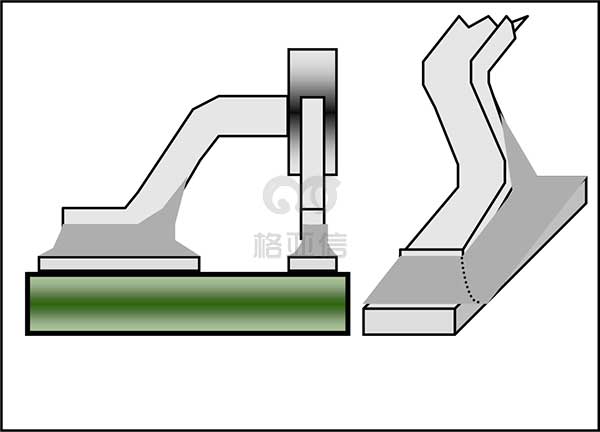
理想状况
各接脚都能座落在各焊垫的中央,而未发生偏滑。
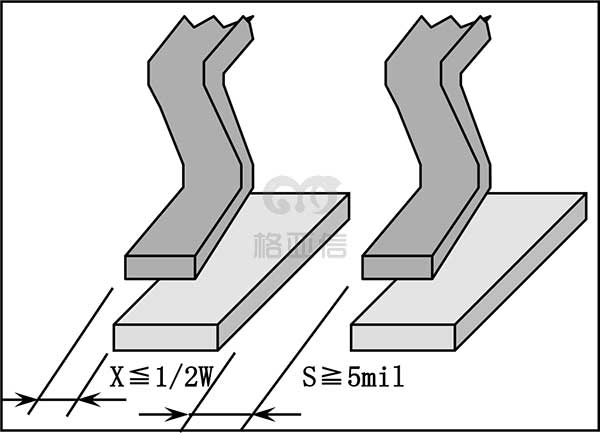
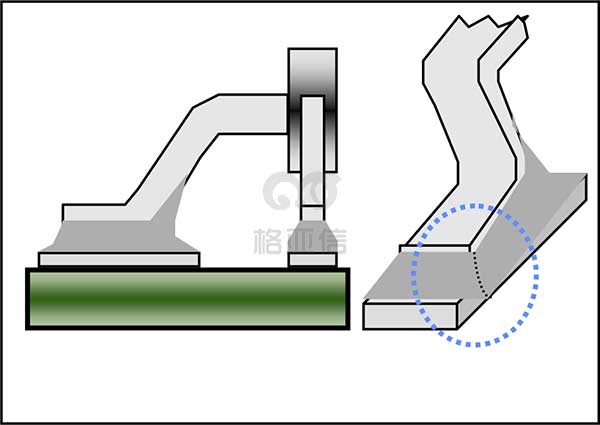
合格
1.各接脚已发生偏滑,所偏出焊垫以外的接脚,尚未超过接脚本身宽度的1/2W。(X≦1/2W)
2.偏移接脚之边缘与焊垫外缘之垂直距离≧5mil。

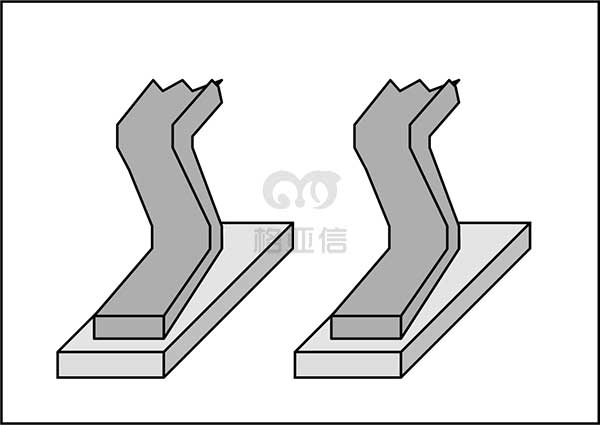
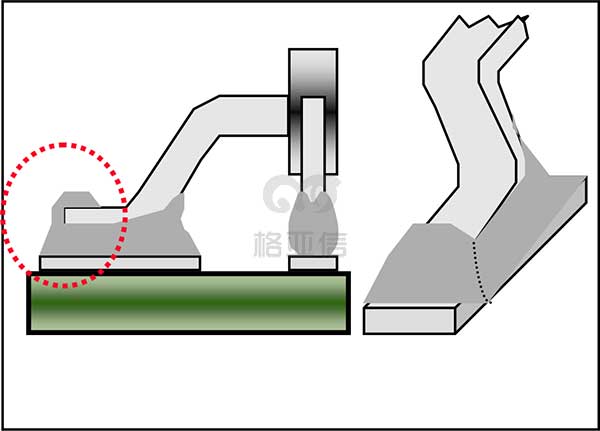
不合格
1.各接脚已发生偏滑,所偏出焊垫以外的接脚,已超过接脚本身宽度的1/2W(MI)。(X>1/2W)
2.偏移接脚之边缘与焊垫外缘之垂直距离<5mil(0.13mm)(MI)。(S<5mil)
5. 鸥翼(Gull-Wing)零件脚趾之对准度

理想状况
各接脚都能座落在各焊垫的中央,而未发生偏滑。
合格
各接脚已发生偏滑,所偏出焊垫以外的接脚,尚未超过焊垫侧端外缘。
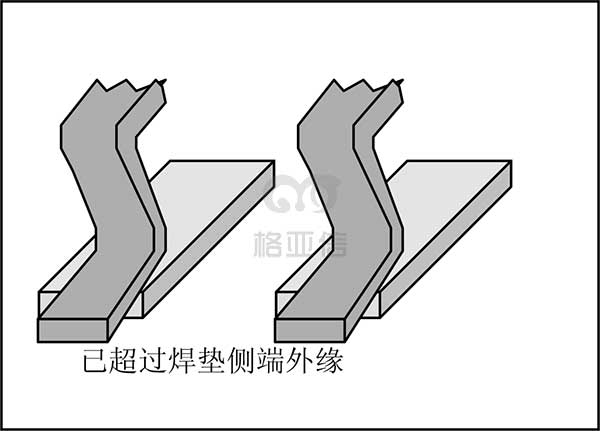
不合格
各接脚侧端外缘,已超过焊垫侧端外缘(MI)。
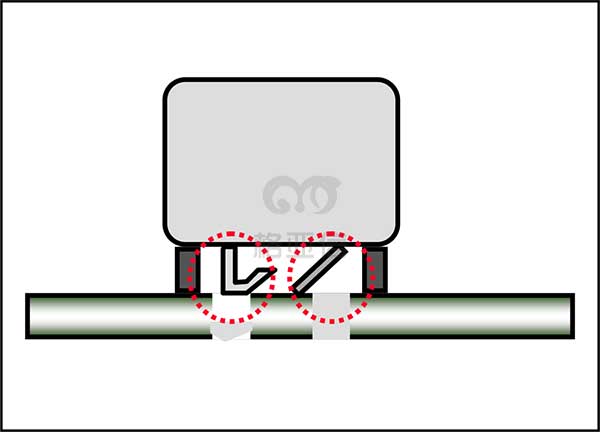
6. 鸥翼(Gull-Wing)零件脚跟之对准度
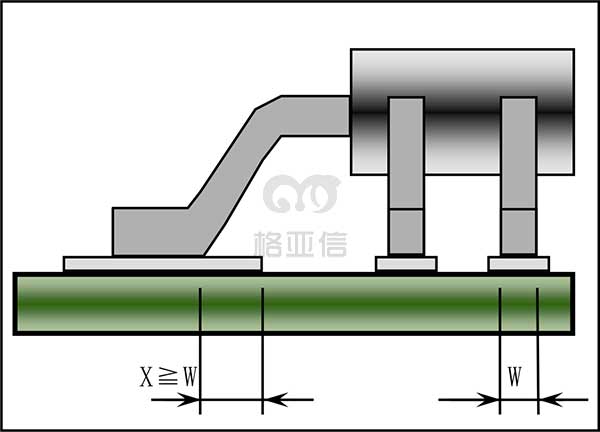
理想状况
各接脚都能座落在各焊垫的中央,而未发生偏滑。
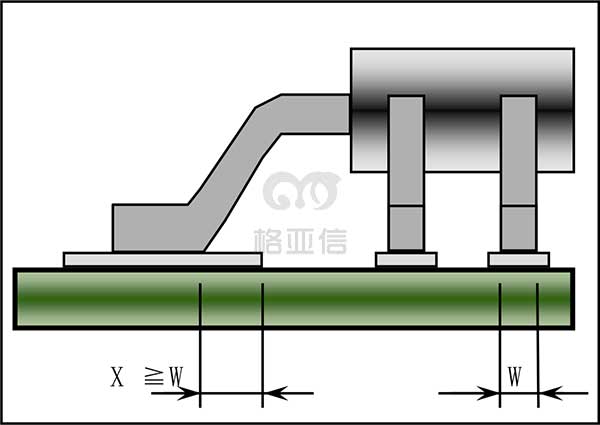
合格
各接脚已发生偏滑,脚跟剩余焊垫的宽度,最少保有一个接脚宽度(X≧W)。

不合格
各接脚己发生偏滑,脚跟剩余焊垫的宽度,已小于接脚宽度(X<W)
7. J型脚零件对准度

理想状况
各接脚都能座落在各焊垫的中央,而未发生偏滑。
合格
1.各接脚已发生偏滑,所偏出焊垫以外的接脚,尚未超过接脚本身宽度的1/2W。(X≦1/2W)
2.偏移接脚之边缘与焊垫外缘之垂直距离≧5mil(0.13mm)以上。(S≧5mil)

不合格
1.各接脚已发生偏滑,所偏出焊垫以外的接脚,已超过接脚本身宽度的1/2W(MI)。(X>1/2W)
2.偏移接脚之边缘与焊垫外缘之垂直距离<5mil(0.13mm)以下(MI)。(S<5mil)
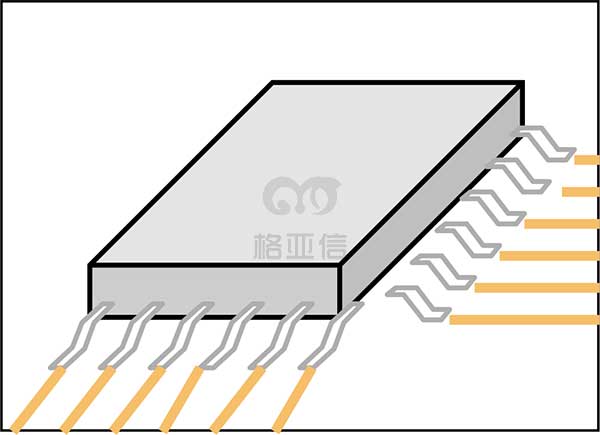
8. 鸥翼(Gull-Wing)脚面焊点最小量
理想状况
1.引线脚的侧面,脚跟吃锡良好。
2.引线脚与板子焊垫间呈现凹面焊锡带。
3.引线脚的轮廓清楚可见。
合格
1.引线脚与板子焊垫间的焊锡,连接很好且呈一凹面焊锡带。
2.锡少,连接很好且呈一凹面焊锡带。
3.引线脚的底边与板子焊垫间的焊锡带至少涵盖引线脚的95%以上。

不合格
1.引线脚的底边和焊垫间未呈现凹面焊锡带(MI)。
2.引线脚的底边和板子焊垫间的焊锡带未涵盖引线脚的95%以上(MI)。
9. 鸥翼(Gull-Wing)脚面焊点最大量
理想状况
1.引线脚的侧面,脚跟吃锡良好。
2.引线脚与板子焊垫间呈现凹面焊锡带。
3.引线脚的轮廓清楚可见。

合格
1.引线脚与板子焊垫间的焊锡连接很好且呈一凹面焊锡带。
2.引线脚的侧端与焊垫间呈现稍凸的焊锡带。
3.引线脚的轮廓可见。
不合格
1.焊锡带延伸过引线脚的顶部(MI)。
2.引线脚的轮廓模糊不清(MI)。
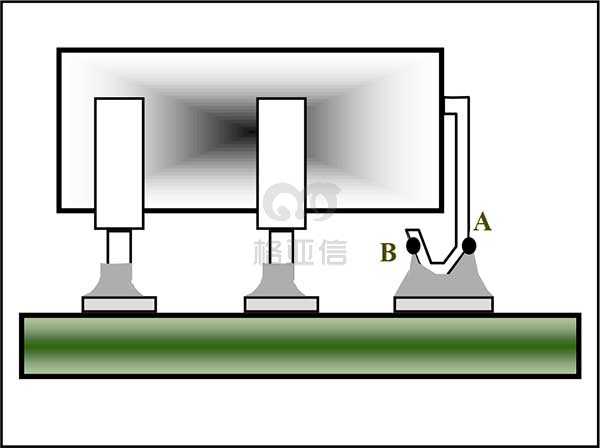
10. 鸥翼(Gull-Wing)脚跟焊点最小量

理想状况
脚跟的焊锡带延伸到引线上弯曲处底部(B)与下弯曲处顶部(C)间的中心点。
注:A:引线上弯顶部
B:引线上弯底部
C:引线下弯顶部
D:引线下弯底部
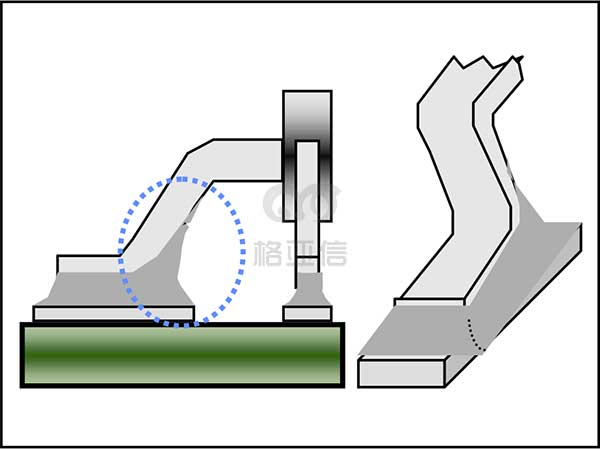
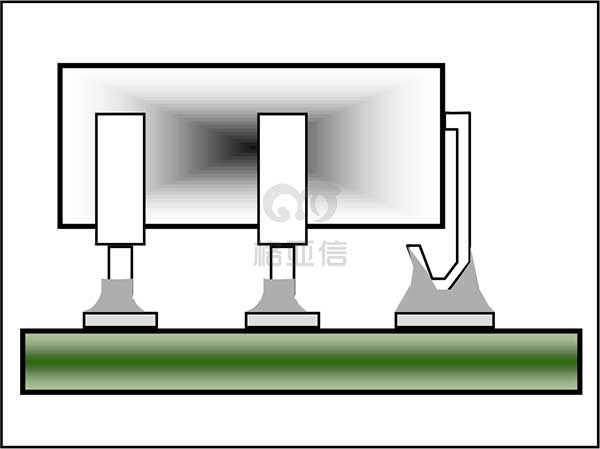
合格
脚跟的焊锡带已延伸到引线上弯曲处的底部(B)。
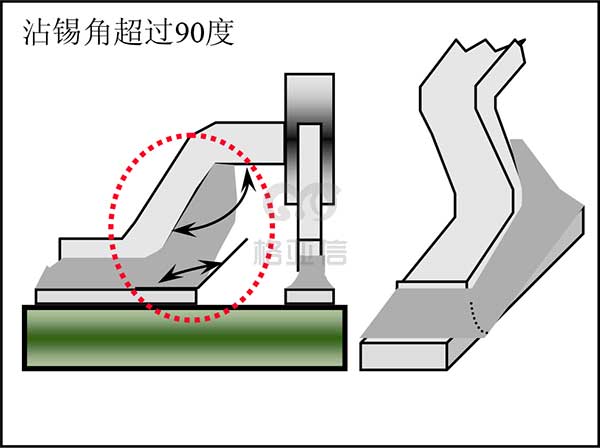
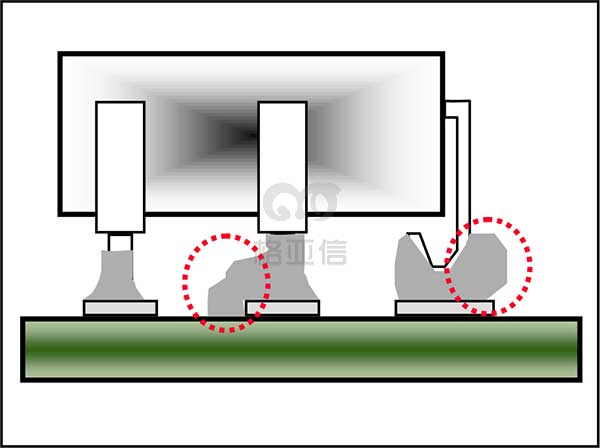
不合格
脚跟的焊锡带延伸到引线上弯曲处的底部(B),延伸过高,且沾锡角超过90度,才拒收(MI)。
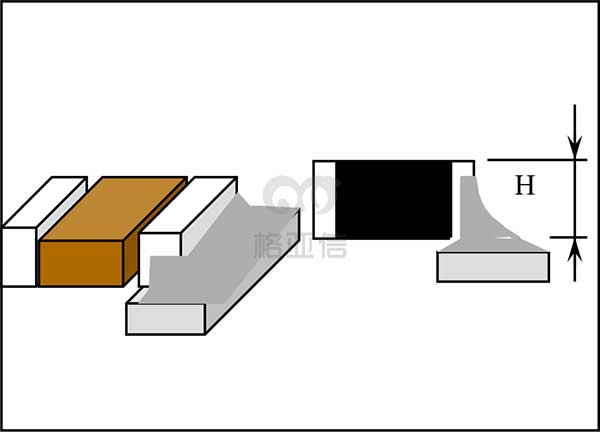
11. J型接脚零件之焊点最小量
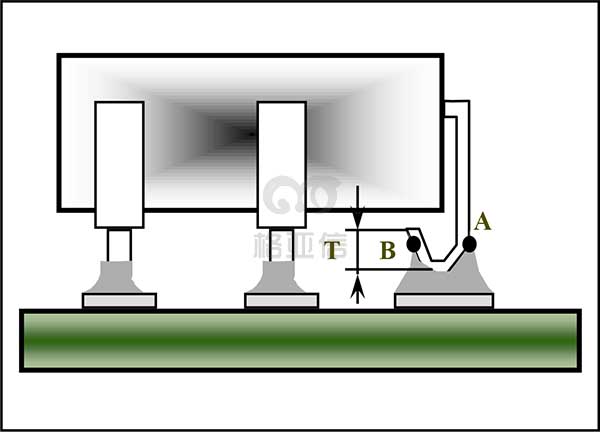
理想状况
1.凹面焊锡带存在于引线的四侧;
2.焊锡带延伸到引线弯曲处两侧的顶部(A,B);
3.引线的轮廓清楚可见;
4.所有的锡点表面皆吃锡良好。

合格
1.焊锡带存在于引线的三侧。
2.焊锡带涵盖引线弯曲处两侧的50%以上(h≧1/2T)。
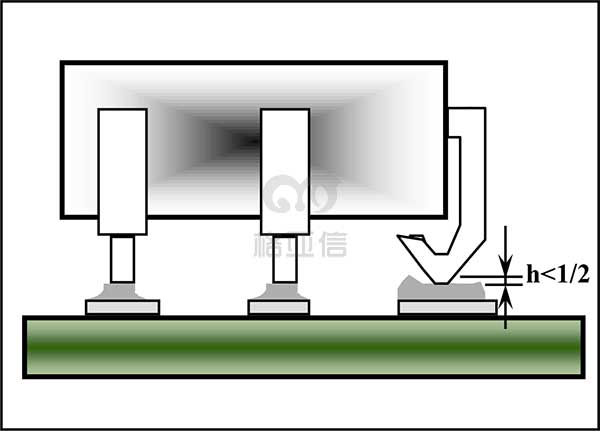
不合格
1.焊锡带存在于引线的三侧以下(MI)。
2.焊锡带涵盖引线弯曲处两侧的50%以下(h<1/2T)(MI)。
12. J型接脚零件之焊点最大量工艺水平点
理想状况
1.凹面焊锡带存在于引线的四侧。
2.焊锡带延伸到引线弯曲处两侧的顶部(A,B)。
3.引线的轮廓清楚可见。
4.所有的锡点表面皆吃锡良好。
合格
1.凹面焊锡带延伸到引线弯曲处的上方,但在组件本体的下方;
2.引线顶部的轮廓清楚可见。
不合格
1.焊锡带接触到组件本体(MI);
2.引线顶部的轮廓不清楚(MI);
3.锡突出焊垫边(MI);
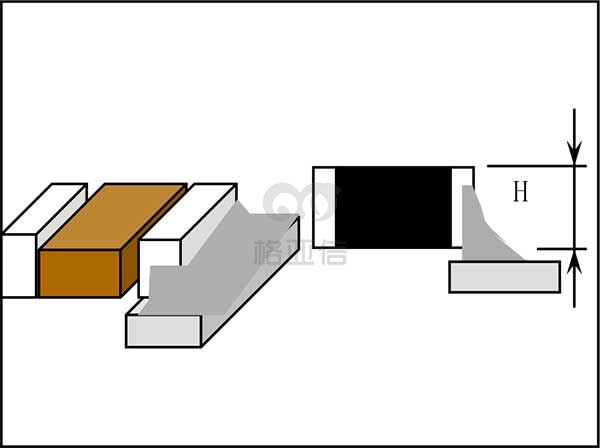
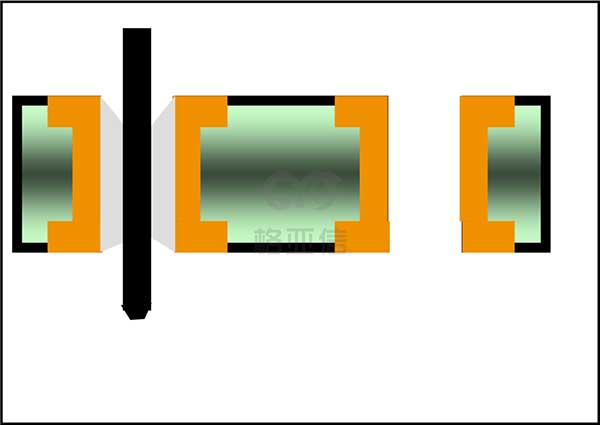
13. 芯片状(Chip)零件之最小焊点(三面或五面焊点)
理想状况
1.焊锡带是凹面并且从芯片端电极底部延伸到顶部的2/3H以上;
2.锡皆良好地附着于所有可焊接面。
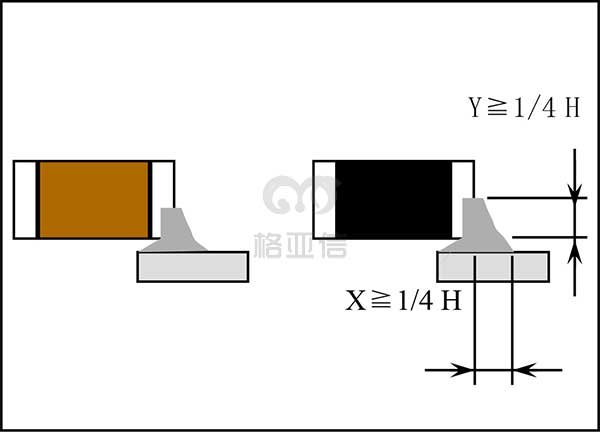
合格
1.焊锡带延伸到芯片端电极高度的25%以上。(Y≧1/4H)
2.焊锡带从芯片外端向外延伸到焊垫的距离为芯片高度的25%以上。(X≧1/4H)
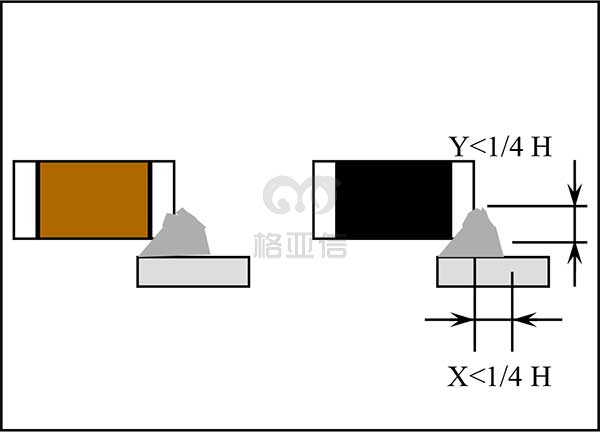
不合格
1.焊锡带延伸到芯片端电极高度的25%以下(MI)。 (Y<1/4H)
2.焊锡带从芯片外端向外延伸到焊垫端的距离为芯片高度的25%以下(MI)。 (X<1/4H)
14. 芯片状(Chip)零件之最大焊点(三面或五面焊点)
理想状况
1.焊锡带是凹面并且从芯片端电极底部延伸到顶部的2/3H以上。
2.锡皆良好地附着于所有可焊接面。
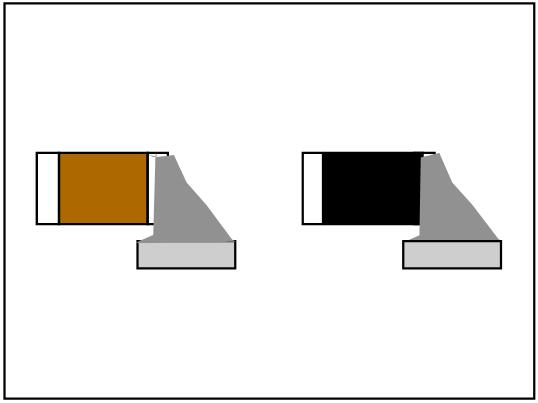
合格
1.焊锡带稍呈凹面并且从芯片端电极底部延伸到顶部;
2.锡未延伸到芯片端电极顶部的上方;
3.锡未延伸出焊垫端;
4.可看出芯片顶部的轮廓。
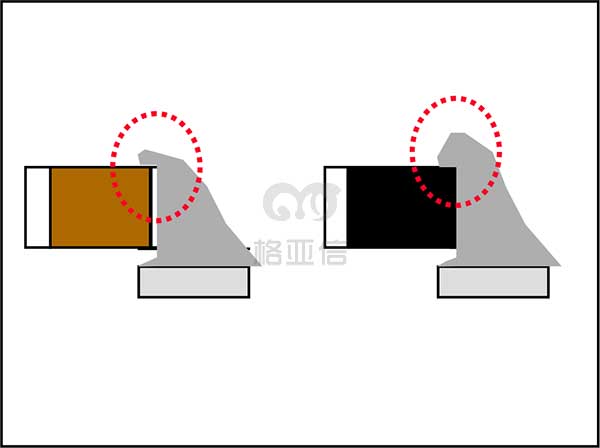
不合格
1.锡已超越到芯片顶部的上方(MI);
2.锡延伸出焊垫端(MI);
3.看不到芯片顶部的轮廓(MI);
15. 焊锡性问题(锡珠、锡渣)
理想状况
无任何锡珠、锡渣残留于PCB
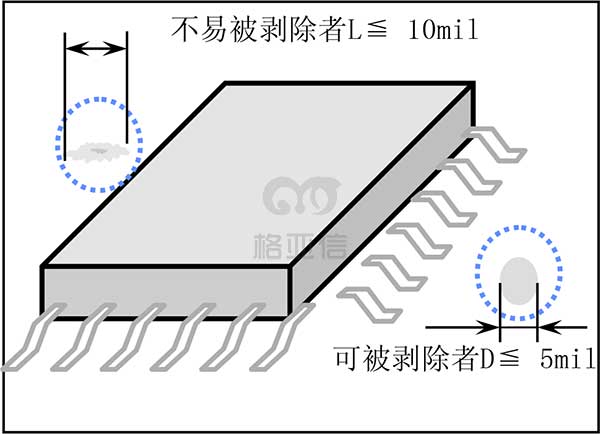
合格
1.锡珠、锡渣可被剥除者,直径D或长度L≦5mil。 (D,L≦5mil)
2.不易被剥除者,直径D或长度 L≦10mil。(D,L≦10mil)

不合格
1.锡珠、锡渣可被剥除者,直径D或长度L>5mil(MI)。(D,L>5mil)
2.不易被剥除者,直径D或长度L>10mil(MI)。 (D,L>10mil)
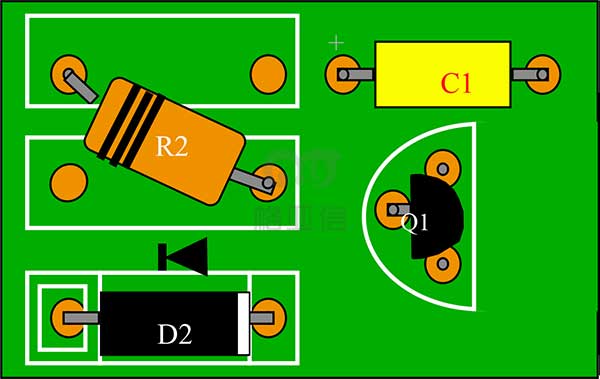
16. 卧式零件组装之方向与极性
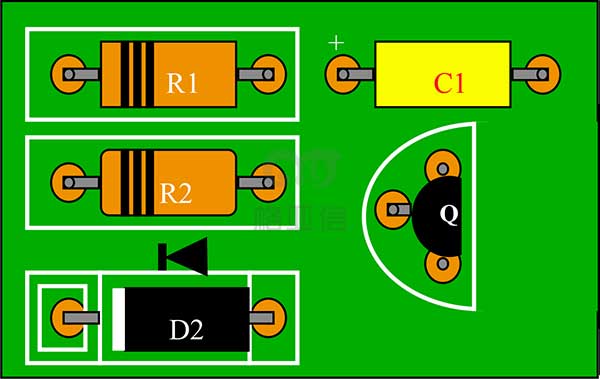
理想状况
1.零件正确组装于两锡垫中央;
2.零件之文字印刷标示可辨识;
3.非极性零件文字印刷的辨识排列方向统一。(由左至右,或由上至下)

合格
1.极性零件与多脚零件组装正确。
2.组装后,能辨识出零件之极性符号。
3.所有零件按规格标准组装于正确位置。
4.非极性零件组装位置正确,但文字印刷的辨示排列方向未统一(R1,R2)。
不合格
1.使用错误零件规格(错件)(MA)。
2.零件插错孔(MA)。
3.极性零件组装极性错误(MA)(极反)。
4.多脚零件组装错误位置(MA)。
5.零件缺组装(MA)。(缺件)
17. 立式零件组装之方向与极性
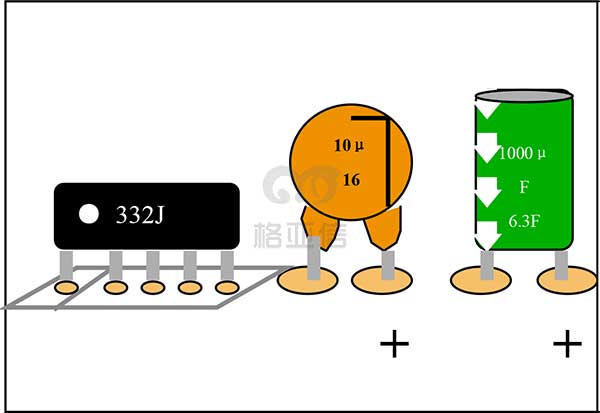
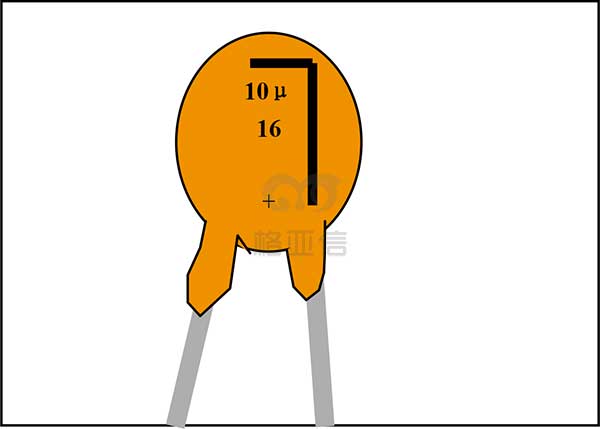
理想状况
1. 无极性零件之文字标示辨识由上至下。
2. 极性文字标示清晰。
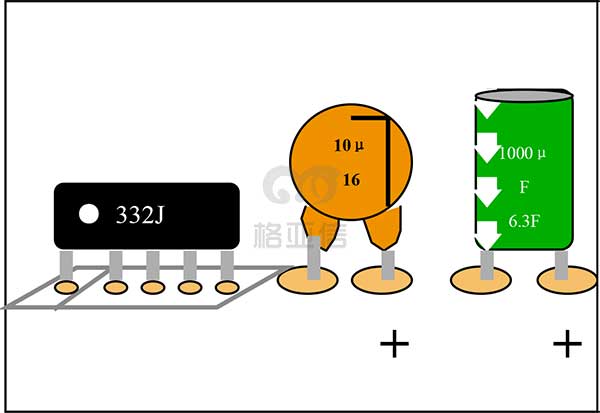
合格
1.极性零件组装于正确位置。
2.可辨识出文字标示与极性。
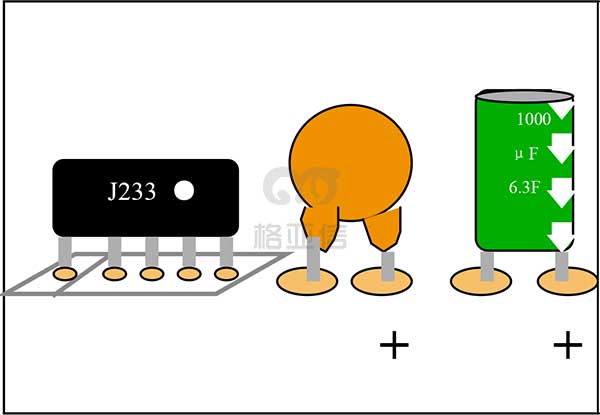
不合格
1.极性零件组装极性错误(MA)。(极性反)
2.无法辨识零件文字标示(MA)。
18. 零件脚长度标准
理想状况
1.插件之零件若于焊锡后有浮高或倾斜,须符合零件脚长度标准。
2.零件脚长度以L计算方式:需从PCB沾锡面为衡量基准,可目视零件脚出锡面为基准。

合格
1.不须剪脚之零件脚长度,目视零件脚露出锡面;
2.须剪脚之零件脚长度下限标准(Lmin)为可目视零件脚出锡面为基准;
3.零件脚最长长度(Lmax)低于2.5mm。(L≦2.5mm)
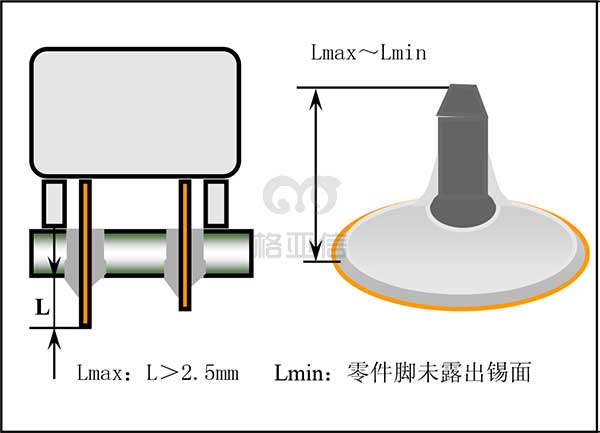
不合格
1.无法目视零件脚露出锡面(MI);
2.Lmin长度下限标准,为可目视零件脚未出锡面,零件脚最长之长度>2.5mm(MI);(L>2.5mm)
3.零件脚折脚、未入孔、缺件等缺点影响功能(MA);
19. 卧式电子零组件(R,C,L)浮件与倾斜

理想状况
1.零件平贴于机板表面;
2.浮高判定量测应以PCB零件面与零件基座之最低点为量测依据。
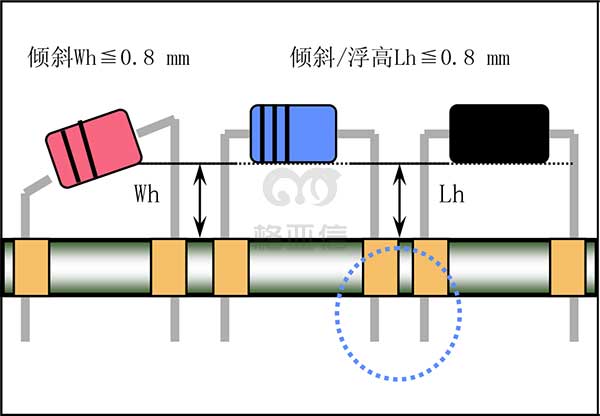
合格
1.量测零件基座与PCB零件面之最大距离须≦0.8mm; (Lh≦0.8mm)
2.零件脚不折脚、无短路。
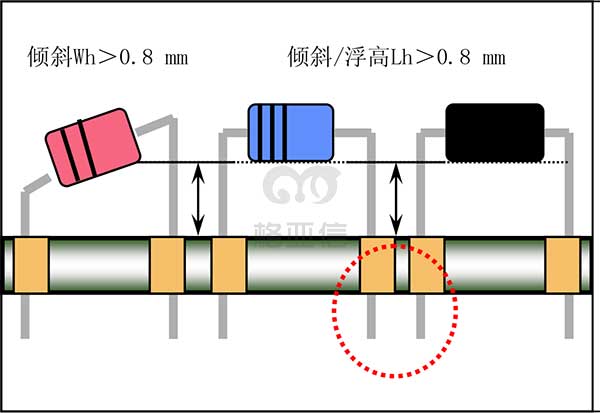
不合格
1.量测零件基座与PCB零件面之最大距离>0.8mm(MI);(Lh>0.8mm)
2.零件脚折脚、未入孔、缺件等缺点影响功能(MA);
20. 立式电子零组件浮件
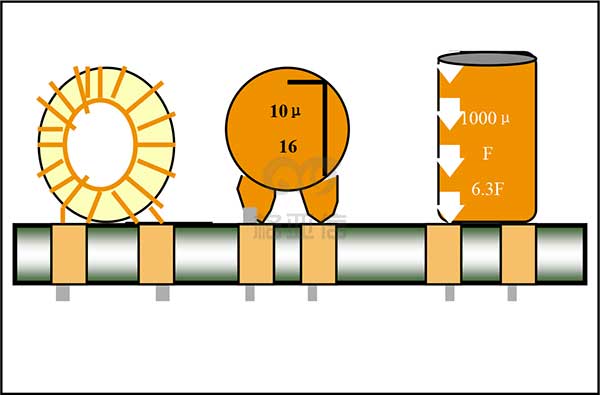
理想状况
1.零件平贴于机板表面;
2.浮高与倾斜之判定量测应以PCB零件面与零件基座之最低点为量测依据。

合格
1.浮高≦1.0mm; (Lh≦1.0mm)
2.锡面可见零件脚出孔;
3.无短路。
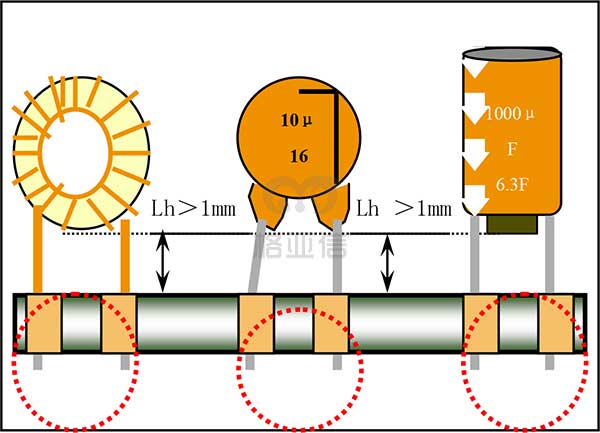
不合格
1.浮高>1.0mm(MI);(Lh>1.0mm)
2.零件脚折脚、未入孔、缺件等缺点影响功能(MA);
3.短路(MA);
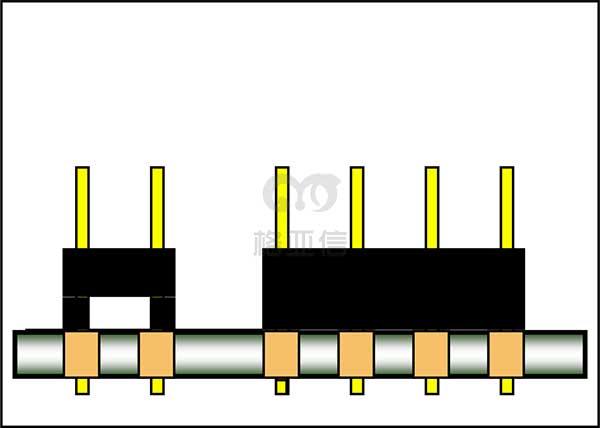
21. 机构零件(JumperPins,BoxHeader)浮件
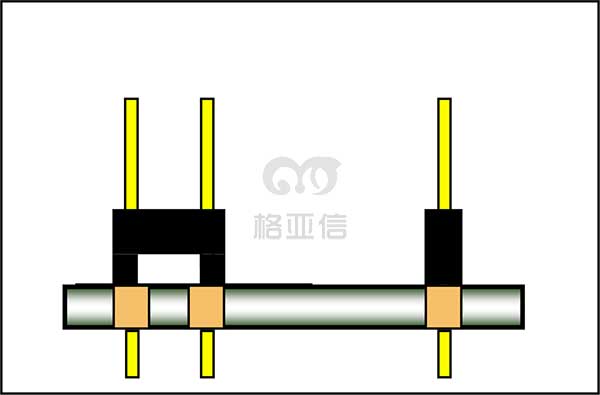
理想状况
1.零件平贴于PCB零件面;
2.无倾斜浮件现象;
3.浮高与倾斜之判定量测应以PCB零件面与零件基座之最低点为量测依据。

合格
1.浮高≦0.2;(Lh≦0.2mm)
2.锡面可见零件脚出孔且无短路。
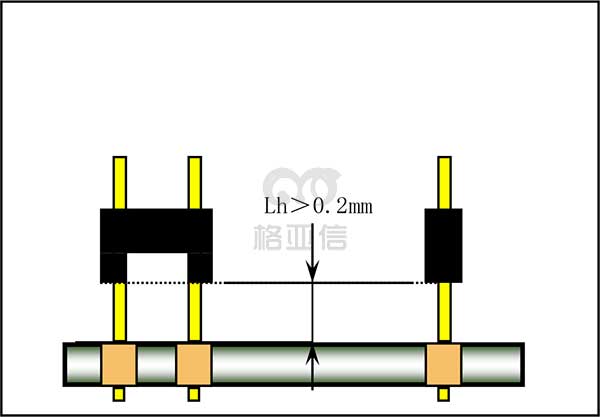
不合格
1.浮高>0.2mm(MI);(Lh>0.2mm)
2.零件脚折脚、未入孔、缺件等缺点影响功能(MA);
3.短路(MA);
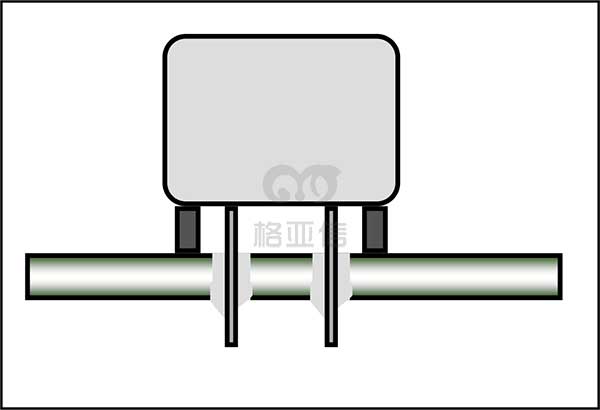
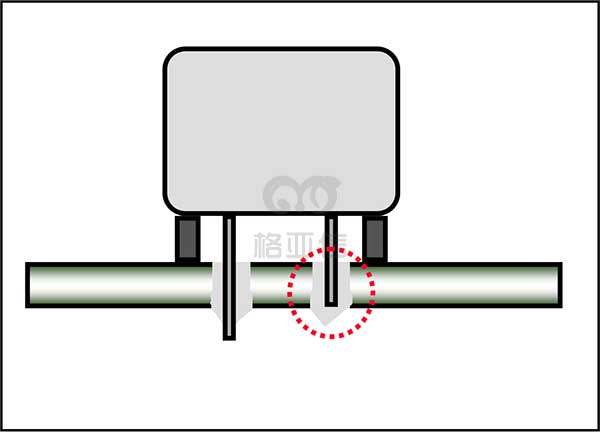
22. 机构零件(JumperPins、BoxHeader)组装外观(1)
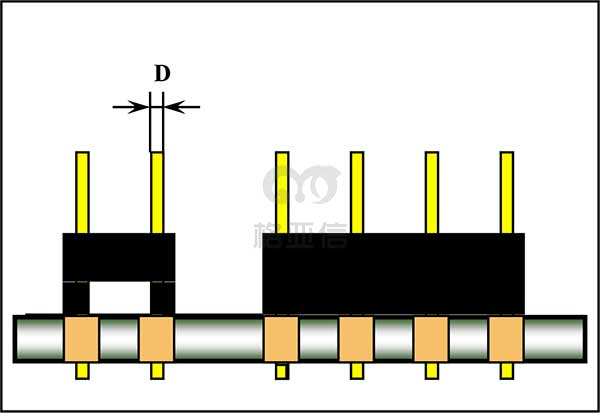
理想状况
1.PIN排列直立;
2.无PIN歪与变形不良。
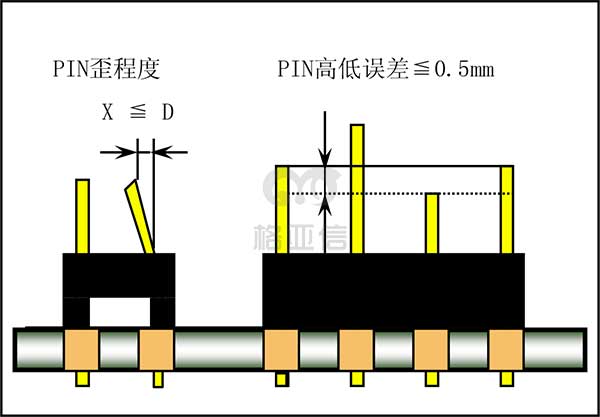
合格
1.PIN(撞)歪程度≦1PIN的厚度;(X≦D)
2.PIN高低误差≦0.5mm。
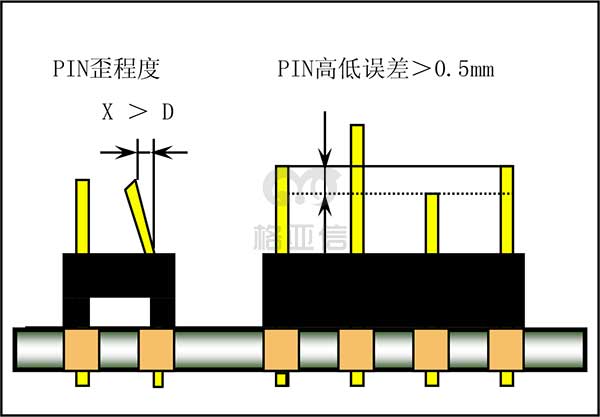
不合格
1.PIN(撞)歪程度>1PIN的厚度(MI);(X>D)
2.PIN高低误差>0.5mm(MI);
3.其配件装不入或功能失效(MA);
23. 机构零件(JumperPins、BoxHeader)组装外观(2)
理想状况
1.PIN排列直立无扭转、扭曲不良现象;
2.PIN表面光亮电镀良好、无毛边扭曲不良现象。
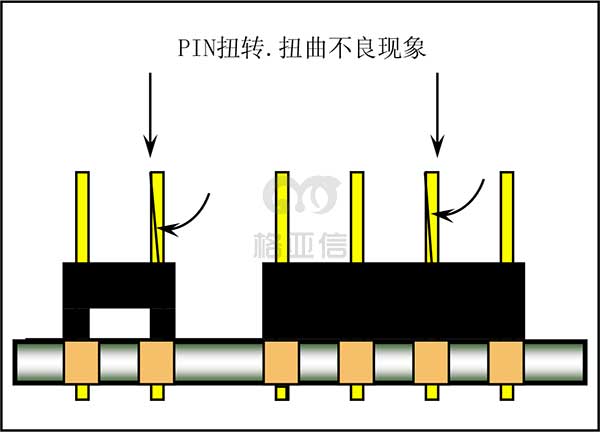
不合格
由目视可见PIN有明显扭转、扭曲不良现象(MA)。
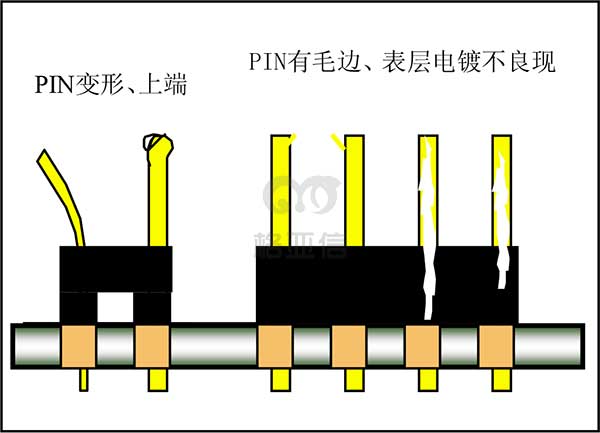
不合格
1.连接区域PIN有毛边、表层电镀不良现象(MA);
2.PIN变形、上端成蕈状不良现象(MA);
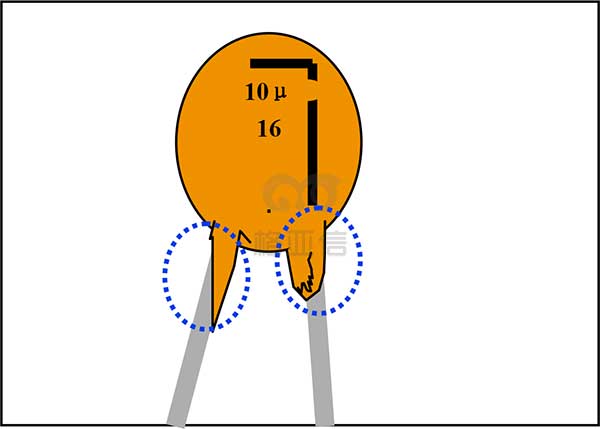
24. 零件脚折脚、未入孔、未出孔
理想状况
1.应有之零件脚出焊锡面,无零件脚之折脚、未入孔、未出孔、缺零件脚等缺点;
2.零件脚长度符合标准。
合格
零件脚未出焊锡面、零件脚未出孔不影响功能(MI)。
不合格
零件脚折脚、未入孔、缺件等缺点影响功能(MA)。
25. 零件脚与线路间距

理想状况
零件如需弯脚方向应与所在位置PCB线路平行。
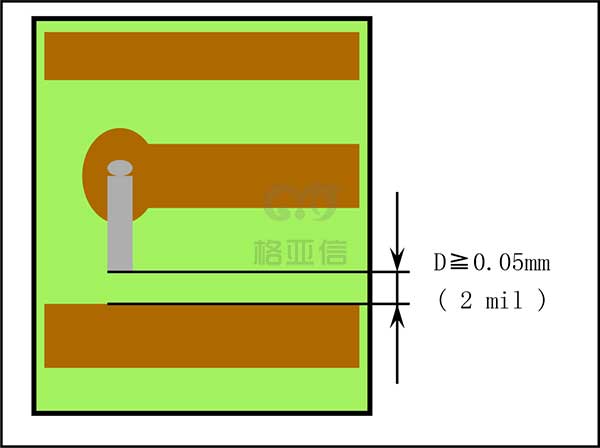
合格
需弯脚零件脚之尾端和相邻PCB线路间距D≧0.05mm(2mil)。

不合格
1.需弯脚零件脚之尾端和相邻PCB线路间距D<0.05mm(2mil)(MI);
2.需弯脚零件脚之尾端与相邻其它导体短路(MA);
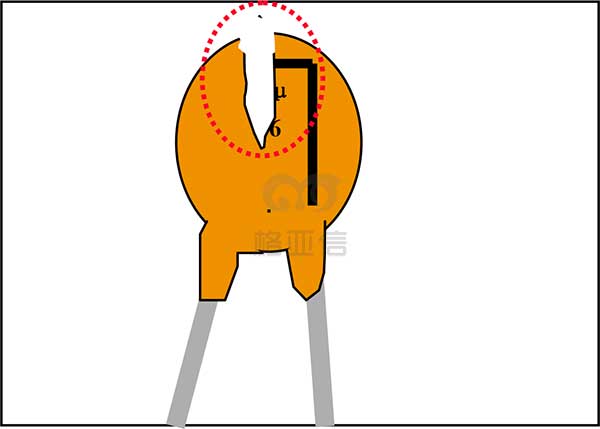
26. 零件破损(1)
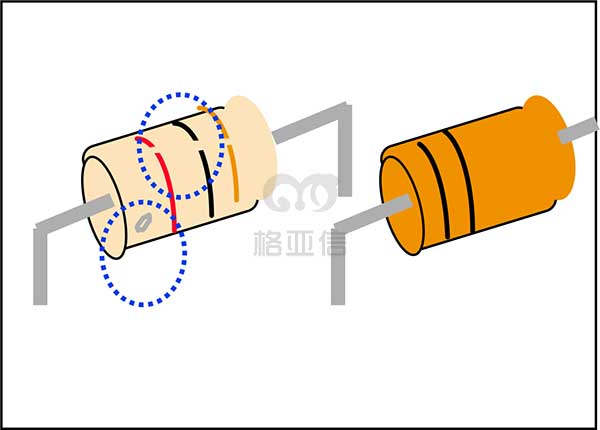
理想状况
1.没有明显的破裂,内部金属组件外露;
2.零件脚与封装体处无破损;
3.封装体表皮有轻微破损;
4.文字标示模糊,但不影响读值与极性辨识。
合格
1.零件脚弯曲变形(MI);
2.零件脚伤痕,凹陷(MI);
3.零件脚与封装本体处破裂(MA)。
不合格
1.零件体破损,内部金属组件外露(MA);
2.零件脚氧化,生锈沾油脂或影响焊锡性(MA);
3.无法辨识极性与规格(MA);
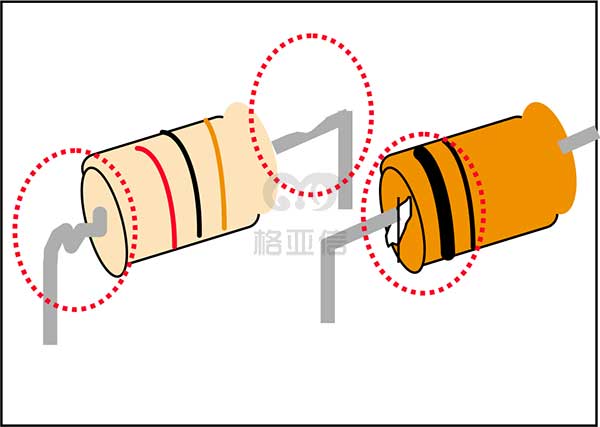
27. 零件破损(2)
理想状况
1.零件本体完整良好;
2.文字标示规格、极性清晰。
合格
1.零件本体不能破裂,内部金属组件无外露;
2.文字标示规格,极性可辨识。
不合格
零件本体破裂,内部金属组件外露(MA)。
28. 零件破损(3)
理想状况
零件内部芯片无外露,IC封装良好,无破损。

合格
1.IC无破裂现象;
2.IC脚与本体封装处不可破裂;
3.零件脚无损伤。
不合格
1.IC破裂现象(MA);
2.IC脚与本体连接处破裂(MA);
3.零件脚吃锡位置电镀不均,生锈沾油脂或影响焊锡性(MA);
4.本体破损不露出内部底材,但宽度超过1.5mm(MI);
29. 零件面孔填锡与切面焊锡性标准(1)
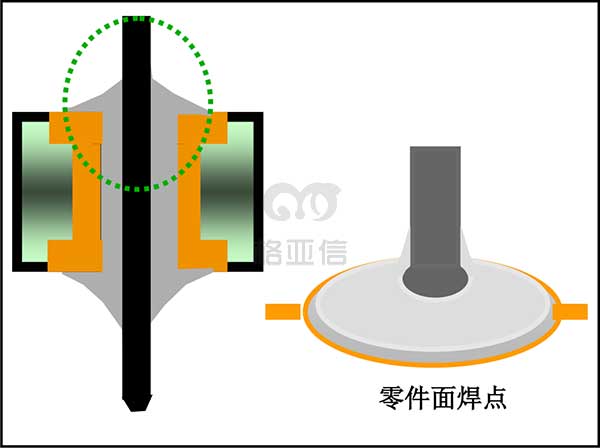
理想状况
1.焊锡面需有向外及向上之扩展,且外观成一均匀弧度;
2.无冷焊现象与其表面光亮;
3.无过多的助焊剂残留。
合格
1.零件孔内目视可见锡或孔内填锡量达PCB板厚的75%;
2.轴状脚零件,焊锡延伸最大允许至弯脚。
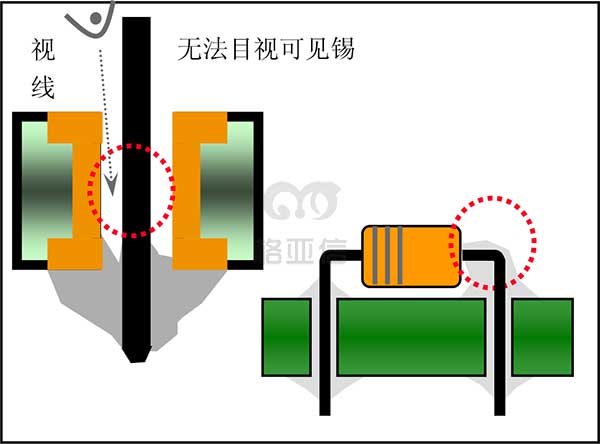
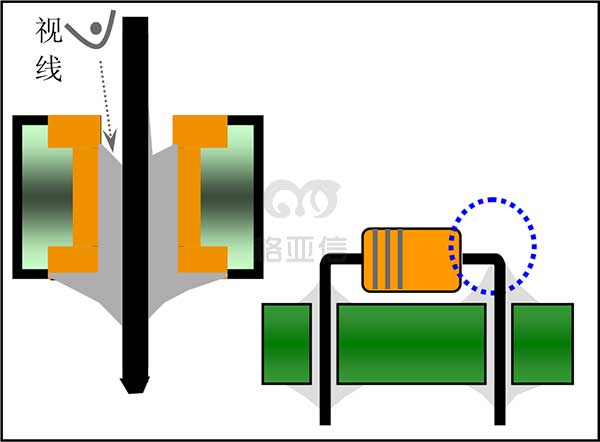
不合格
1.零件孔内无法目视可见锡或孔内填锡量未达PCB板厚的75%(MI);
2.焊锡超越触及零件本体(MA)
3.不影响功能之其它焊锡性不良现象(MI);
30. 零件面孔填锡与切面焊锡性标准(2)

理想状况
1.焊锡面需有向外及向上之扩展,且外观成一均匀弧度;
2.无冷焊现象或其表面光亮;
3.无过多的助焊剂残留。
合格
1.焊点上紧临零件脚的气孔/针孔只允收一个,且其大小须小于零件脚截面积1/4;
2.焊点未紧临零件脚的针孔容许两个(含);
3.任一点之针孔皆不得贯穿过PCB。

不合格
1.焊点上紧临零件脚的气孔大于零件脚截面积1/4或有两个(含)以上(不管面积大小);(MI)
2.一个焊点有三个(含)以上针孔;(MI)
3.其中一点之针孔贯穿过PCB。(MI)
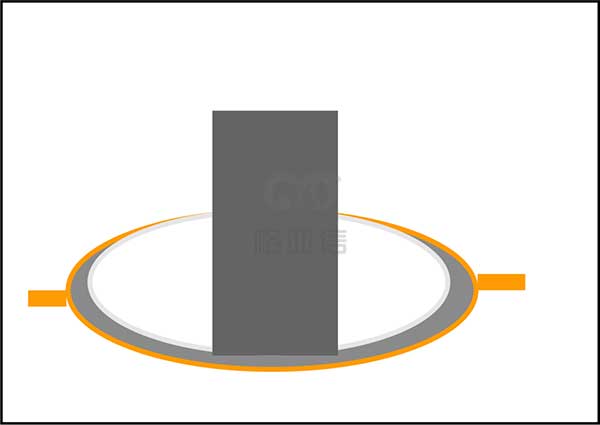
31. 焊锡面焊锡性标准
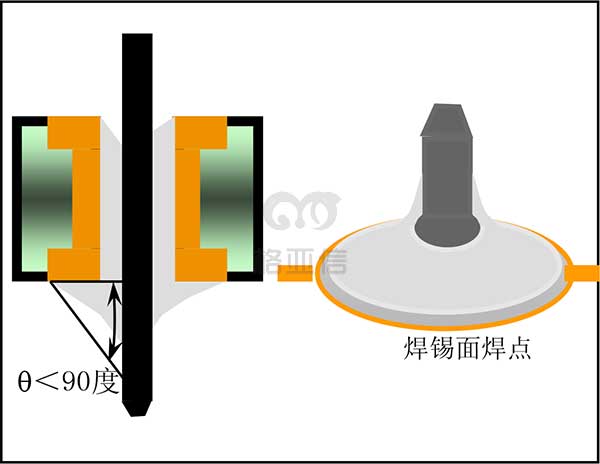
理想状况
1.沾锡角度<90度;
2.焊锡不超越过锡垫边缘与触及零件或PCB板面;
3.未使用任何放大工具于目视距离20cm~30cm未见针孔或锡洞。
合格
1.未上零件之空贯穿孔因空焊不良现象;
2.同一机板焊锡面锡凹陷低于PCB水平面点数≦8点。
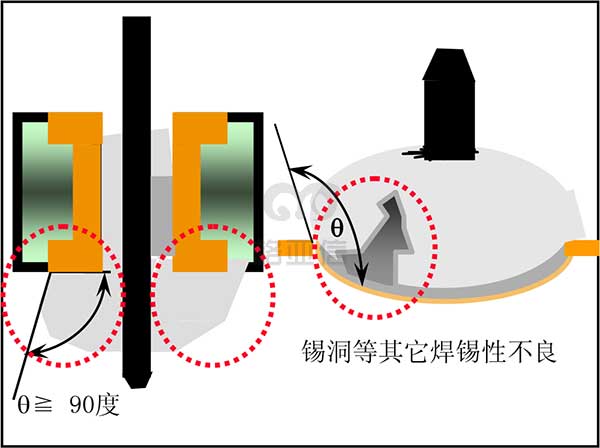
不合格
1.沾锡角度q≧90度;
2.焊锡超越过锡垫边缘与触及零件或PCB板面,不影响功能;(MI)
3.未使用任何放大工具于目视距离20cm~30cm可见针孔或锡洞,不被接受;(MI)
32. 焊锡性问题(空焊、锡珠、锡渣、锡尖)
空焊
焊锡面零件脚与PCB焊锡不良超过焊点之50%以上(超过孔环之半圈)(MA)。

不合格
1.锡珠与锡渣可被剥除者,直径D或长度L≧5mil;(MA)
2.不易剥除者,直径D或长度L≧10mil。(MI)
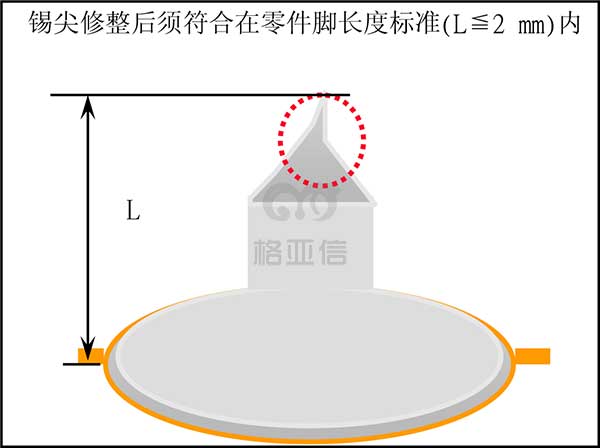
不合格
1.零件脚目视可及之锡尖或锡丝未修整去除,不影响功能;(MI)
2.锡尖(修整后)未符合在零件脚长度标准(L≦2mm)内;(MI)
二、 PCBA外观检验标准相关说明
1. 适用范围
本标准通用于本公司生产任何产品PCBA的外观检验(在无特殊规定的情况外)。包括公司内部生产和发外加工的产品。特殊规定是指:因零件的特性,或其它特殊需求,PCBA的标准可加以适当修订,其有效性应超越通用型的外观标准。
2. 标准说明
a. 理想状况
此PCBA成品情形接近理想与完美之组装结果。能有良好组装可靠度,判定为理想状况。
b. 合格
此PCBA成品情形未符合接近理想状况,但能维持组装可靠度故视为合格状况,判定为合格。
c. 不合格
此PCBA成品情形未能符合标准,其有可能影响产品之功能性,但基于外观因素以维持本公司产品之竞争力,判定为不合格。
3. 名词解释
a. 沾锡
系焊锡沾覆于被焊物表面,沾锡角愈小系表示焊锡性愈良好。
b. 沾锡角
被焊物表面与熔融焊锡相互接触之各接线所包围之角度(如附件),一般为液体表面与其它被焊体或液体之界面,此角度愈小代表焊锡性愈好。
c. 不沾锡
被焊物表面无法良好附着焊锡,此时沾锡角大于90度。
d. 缩锡
原本沾锡之焊锡缩回。有时会残留极薄之焊锡膜,随着焊锡回缩,沾锡角则增大。
e. 焊锡性
熔融焊锡附着于被焊物上之表面特性。
【格亚信电子】是专业从事电子产品设计、电子方案开发、电子产品PCBA加工的深圳电子方案公司,主要设计电子产品包括工控、汽车、电源、通信、安防、医疗电子产品开发。
公司核心业务是提供以工控电子、汽车电子、医疗电子、安防电子、消费电子、通讯电子、电源电子等多领域的电子产品设计、方案开发及加工生产的一站式PCBA服务,为满足不同客户需求可提供中小批量PCBA加工。
公司产品涵盖工业生产设备控制设备电子开发、汽车MCU电子控制系统方案设计、伺服控制板PCBA加工、数控机床主板PCBA加工,智能家居电子研发、3D打印机控制板PCBA加工等领域。业务流程包括电子方案开发设计、PCB生产、元器件采购、SMT贴片加工、样机制作调试、PCBA中小批量加工生产、后期质保维护一站式PCBA加工服务。
http://www.gyxpcb.com/
作者:PCBA加工
相关方案
- 肩颈按摩器开发设计案例09-18
- 八层笔记本显卡PCBA加工03-30
- 手机无线充电方案设计07-10
- 通讯电子PCBA加工案例三04-01
- 高精密度十层板手机板PCB设计06-26
- 机器人障碍检测控制板电子设计05-11
- WIFI安防产品电路板PCBA加工03-30
- 激光喷码机控制板设计开发方案09-21
- 自动卷发器设计案例09-12
- 印刷设备主板PCBA加工09-20
相关技术
- 中国制造不能只有工业4.0 更需要呼10-14
- PCB基板材料常用有哪些?PCB板材分05-26
- 电子产品三防设计的技术措施05-26
- 电子产品开发线路板散热设计基材05-26
- 控制板系统方案开发的抗干扰设计05-26
- SMT锡膏印刷机详解03-08
- 三大趋势刺激机器人产业强势崛起10-14
- 无线红外温度传感器设计方案探索07-18
- 电阻有哪些类别,不同类型的电阻10-14
- 汽车气制动阀类综合性能电子检测05-26